- WhatsApp/Viber +886 928 477 076
- RU
- /
- EN
- RU
- /
- EN
Технология производства калиброванной проволоки
- Article Category: Блог 博客
- 9/20/2017
ПОРЯДОК КЛАССИЧЕСКИХ ОПЕРАЦИЙ
Процесс подготовки калиброванной проволоки под высадку крепежных изделий, а также для изготовления проволочной продукции включает ряд классических операций - снятие окалины, волочение, отжиг, травление, которые повторяются от одного до трёх раз в зависимости от заказанного диаметра проволоки.
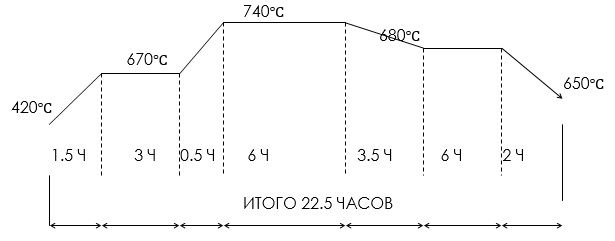
ТЕРМООБРАБОТКА ПРОВОЛОКИ
Для обеспечения специальных свойств проволоки, в технологический процесс изготовления проволоки дополнительно вводятся операции, такие как, например, нанесение различных покрытий или термическая обработка. Термическая обработка проволоки производится в печах с малоокислительным нагревом. Так, например, для низкоуглеродистой проволоки марки SAE 1008, SAE 1018-1022 под высадку саморезов винтов и шурупов применяется сфероидный отжиг с циклограммой температуры и времени выдержки садки в шахтной/колпаковой печи как показоно на рисунке:
УДАЛЕНИЕ ОКАЛИНЫ И ВОЛОЧЕНИЕ ПРОВОЛОКИ
Для снятия окалины используются растворы серной и соляной кислот (операция травления). В качестве подсмазочного слоя для волочении применяется бура, фосфатные соли, известь, медь. Волочение проволоки производится на станах с интенсивным охлаждением волок и барабанов, что обеспечивает высокие прочностные и пластические свойства металла. Использование современных смазочных материалов обеспечивает специфические свойства проволоки в соответствии с требованиями заказчиков: высокую коррозионную стойкость, низкое количество смазки на поверхности, высокую адгезию к различным материалам и так далее. Для повышения качества изготовляемой проволоки волочильное оборудование систематически обновляется и оснащается дополнительными приспособлениями для снятия внутренних напряжений.
ГАЛЬВАНООБРАБОТКА И НАНЕСЕНИЕ ЗАЩИТНЫХ ПОКРЫТИЙ
Нанесение цинкового покрытия методом погружения проволоки в расплав позволяет получать различную толщину покрытия. Использование специальных обтирочных материалов и эмульсий делает цинковое покрытие гладким, блестящим, защищенным от коррозии в течение длительного срока.
НАМОТКА ПРОВОЛОКИ И УПАКОВКА ГОТОВОЙ ПРОДУКЦИИ
В зависимости от назначения и технологии изготовления потребителю проволока поставляется с различным вариантами намотки: в мотках массой от 5 до 180 кг, бухтах массой от 200 до 1000 кг, в мотках типа "розетта", в катушках типа BS 60, сварных проволочных каркасах. Технологический процесс изготовления проволоки, порядок классических операций зависит от типа изготавливаемой продукции и ее практического применения.
КОМПЛЕКТУЮЩЕЕ ОБОРУДОВАНИЕ







ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА КАЛИБРОВАННОЙ ПРОВОЛОКИ РАЗНОГО ТИПА
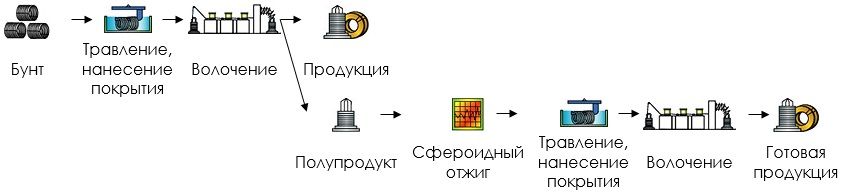
ПРОИЗВОДСТВО НИЗКОУГЛЕРОДИСТОЙ ПРОВОЛОКИ SAE 1008, SAE 1018-1022 ПОД ВЫСАДКУ ВИНТОВ, ШУРУПОВ И САМОРЕОВ

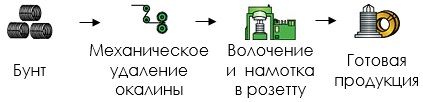
ПРОИЗВОДСТВО ПРОВОЛОКИ SAE 1010-1020 ОБЩЕГО НАЗНАЧЕНИЯ ПОД ВЫСАДКУ БОЛТОВ И ГАЕК

ПРОИЗВОДСТВО ПРОВОЛОКИ ПОД ВЫСАДКУ ГВОЗДЕЙ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ

ПРОИЗВОДСТВО ПРОВОЛОКИ ПОД ВЫСАДКУ ГВОЗДЕЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ

ПРОИЗВОДСТВО ПРОВОЛОКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ SAE 304, SAE 316

ПРОИЗВОДСТВО ПРОВОЛОКИ ОБЩЕГО НАЗНАЧЕНИЯ С ГАЛЬВАНИЧЕСКИМ ПОКРЫТИЕМ

ПРОИЗВОДСТВО ГОРЯЧЕОЦИНКОВАННОЙ ПРОВОЛОКИ

ПРОИЗВОДСТВО ОТОЖЖЁНОЙ ПРОВОЛОКИ

ПРОИЗВОДСТВО ПРОВОЛОКИ ДЛЯ ПЛЕТЕНИЯ ИЛИ СВАРКИ СТАЛЬНОЙ СЕТКИ
ПРОИЗВОДСТВО ПАТЕНТИРОВАННОЙ ПРОВОЛОКИ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ
ПРОИЗВОДСТВО ПРОВОЛОКИ ДЛЯ ИЗГОТОВЛЕНИЯ СКОБ ДЛЯ СТЕПЛЕРА ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ

Система обеспечения качества
ТЕХНИЧЕСКИЙ КОНТРОЛЬ
Обязательной частью технологического процесса изготовления проволоки является технический контроль. Основные функции технического контроля: входной контроль сырья и материалов, контроль технологического процесса изготовления проволоки, контроль качества готовой продукции калиброванной проволоки. При входном контроле сырья и материалов проверяется наличие сертификата качества на поступивший материал и соответствие фактических свойств продукции калиброванной проволоки требованиям договора на поставку. Контроль технологического процесса изготовления проволоки распространяется на все операции, начиная от запуска катанки в производство. Контроль технологического процесса проводится по разработанной схеме и конкретно оговаривает место, параметры, периодичность, измерительные приборы и ответственное лицо.
ГОТОВАЯ ПРОДУКЦИЯ
Контроль качества готовой продукции калиброванной проволоки обеспечивает соответствие продукции требованиям заказчика. Количество проверяемых образцов зависит от стабильности технологического процесса, процента выхода годного продукта и указывается в технологических инструкциях. По результатам испытаний продукции калиброванной проволоки оформляется документ о качестве, сертификат. По желанию заказчика вместе с сертификатом могут выдаваться копии протоколов испытаний.
ВМЕСТЕ С ЭТИМ ЧИТАЮТ:
ОБЗОРЫ ТОВАРОВ И УСЛУГ
СДЕЛАНО В ТАЙВАНЕ
НОВОСТИ
МЕТИЗНЫЕ ЗАВОДЫ ТАЙВАНЯ
ПРОИЗВОДСТВО МЕТИЗОВ
- ОТПРАВИТЬ ЗАПРОС
info@solarbear.tw - Карта сайта
Copyright © 2017-2024 SOLAR BEAR ENGINEERING CO., LTD.
10665, Taiwan, Taipei City, Daan Dist., Fuxing S. Rd., Sec.1, No. 259, 8F-1
Тел: +886-928-477-076, WeChat: +886-920-747-857, эл. почта: info@solarbear.tw
Станки, метизное оборудование, инструмент из Тайваня для производства крепежа и калиброванного металлопроката.