- WhatsApp/Viber +886 928 477 076
- RU
- /
- EN
- RU
- /
- EN
Product Detail
ТЕРМОТРАВИЛЬНЫЕ АГРЕГАТЫ ДЛЯ ПАТЕНТИРОВАНИЯ ПРОВОЛОКИ
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 185119
- Product Category: ОБОРУДОВАНИЕ ДЛЯ ОТЖИГА И ПАТЕНТИРОВАНИЯ ПРОВОЛОКИ
Описание
- Патентирование проволоки - термическая обработка высокоуглеродистой стали, применяемая для получения тонкопластинчатой феррито-карбидной микроструктуры.
- Кроме патентирования высокоуглеродистой стали (металлокорд, стальной трос) агрегат подходит для светлого отжига проволоки из нержавеющей и кремнемарганцевой стали (сварочная проволока).
- Агрегат может быть укомплектован линией латунирования/бронзирования стальной проволоки, участком мокрого волочения на Ø0.2 – 0.3 мм для изготовления шинного корда.
Full Description
Поставщик: SOLAR BEAR ENGINEERING CO., LTD.
Страна происхождения: Тайвань 
Особенности
Термотравильные агрегаты применительны для подготовки проволоки из высокоуглеродистой (патентирование) /нержавеющей стали (светлый отжиг), проволоки для изготовления стальных тросов, корда и прочей продукции.
Обратите внимание: кроме патенитирования и обработки высокоуглеродистой проволоки для металлокорда/тросов агрегат подходит для светлого отжига проволоки из нержавеющей и кремнемарганцевой стали. Это разные вещи с патентированием. Хотя последующая подготовка поверхности в случае и с металлокордом и с нержавеющей сварочной проволокой однозначно нужна.
Патентирование
Линия патентирования проволоки состоит из размоточного механизма для проволок в потоке; ванны обезжиривания и промывки, узла предварительного нагрева; агрегата для патентирования; ванны охлаждения; ванны травления; ванны нанесения подсмазочного покрытия, промывки и сушки; вертикальных намоточных устройств и устройств натяжения. В комплект агрегата входит градирня, электричекий шкаф, сварочный аппарат с наждаком.
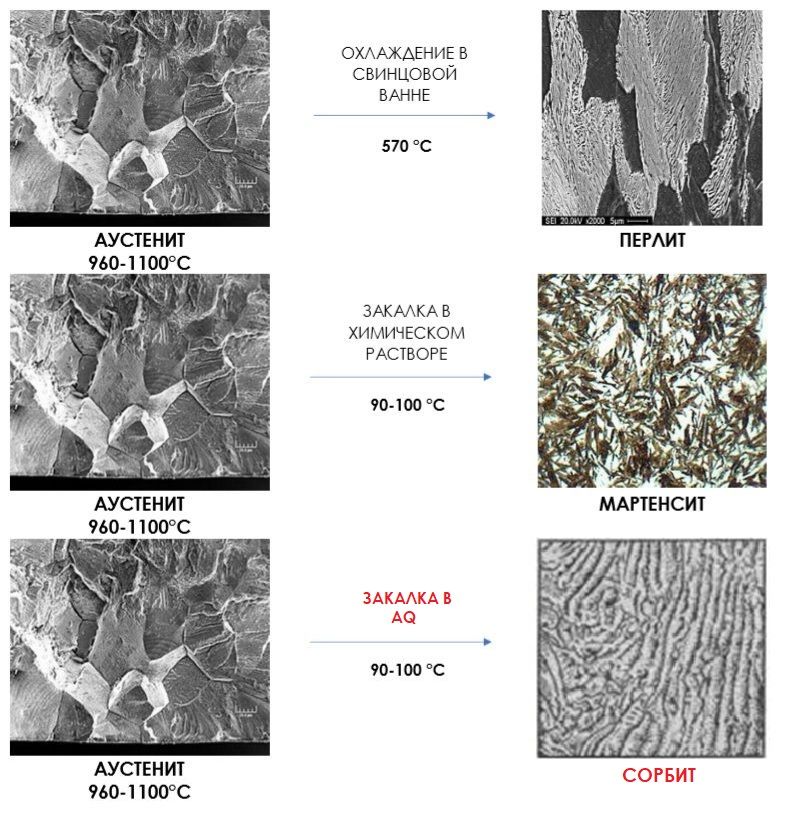
ПАТЕНТИРОВАНИЕ: Технология AQ применяемая на нашем оборудовании исключает закалку в свинцовой ванне.
Дополнительно агрегат патентирования может быть укомплектован линией латунирования/бронзирования стальной проволоки для изготовления шинного корда. Общая длина агрегата составляет 200 метров, ширина 6 метров. Диаметр проволоки: Ø0.6 - 3.0 мм. Количество ниток в потоке: Макс. 60 шт. Скорость переработки проволоки агрегата составляет DV=70 (мм x M/мин). Агрегат патентирования и латунирования проволоки работает на высокоуглеродистой проволоке, марки C1065-C1082. Печь имеет 5 зон нагрева. Температура газовой печи по зонам составляет соответственно 990°С, 1010°С, 1030°С, 1000°С, 980°С. Микроструктура стали, получаемая в печи нагрева – аустенит (austenite). Микроструктура стали получаемая термическим процессом в ванне охлаждения AQ – сорбит (sorbite). Термический процесс в ванне AQ является закалочным.
МИКРОСТРУКТУРЫ И ПРЕВРАЩЕНИЯ
Латунирование
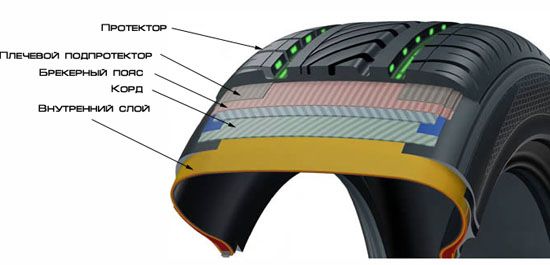
ПРОИЗВОДСТВО ЛАТУНИРОВАННОЙ / БРОНЗИРОВАННОЙ ПРОВОЛОКИ ДЛЯ ИЗГОТОВЛЕНИЯ ШИННОГО КОРДА
Латунирование – это нанесение на поверхность деталей сплава медь – цинк толщиной несколько мкм. При гальваническом латунировании сплав, как правило, содержит 60 – 70% меди. Цвет покрытия меняется в зависимости от состава: от золотисто-желтого до серо-зеленого. На воздухе покрытие быстро тускнеет, требуется защита лаком. Латунирование применяется для защиты изделий от коррозии, для создания промежуточного слоя при никелировании или лужении стальных деталей. Латунные покрытия стальных изделий часто используются для декоративных целей.
ЛИНИЯ ЛАТУНИРОВАНИЯ СТАЛЬНОЙ ПРОВОЛОКИ. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
 |
 |
 |
 |
 |
 |
 |
 |
Технологический процесс латунирования выглядит следующим образом: размотка с катушек – промывка (обезжиривание) – агрегат патентирования – водяной резервуар – охлаждение – травление – промывка – меднение – промывка – цинкование – промывка – спекание меди с цинком – охлаждение – декапирование в растворе фосфорной кислоты – сушка – намотка латунной проволоки на катушки.
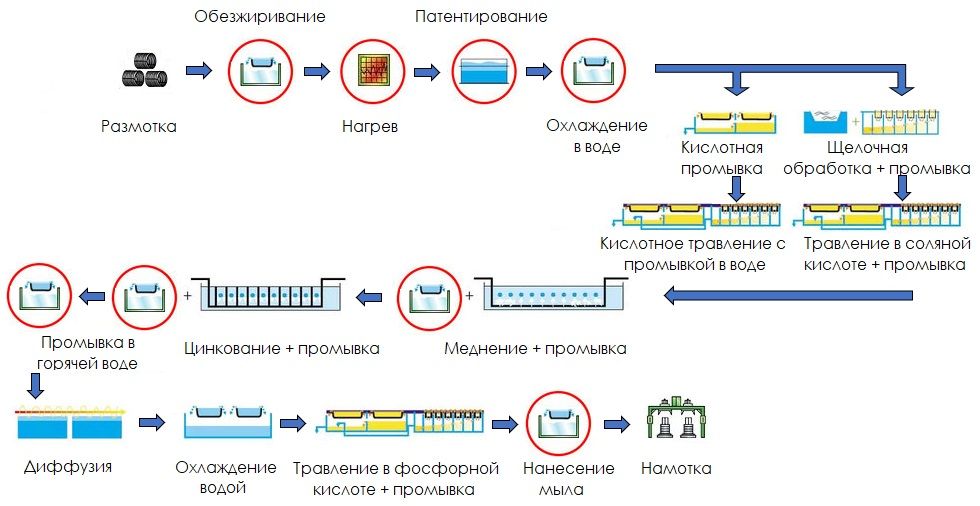
Технологический процесс линии латунирования стальной проволоки приведен для справки.
Светлый отжиг
Комплектация агрегата для светлого отжига проволоки из нержавеющей / кремнемарганцевой стали для производства сварочной проволоки:
Размоточный механизм для проволоки
Поворотный стол с системой натяжения*24 шт. Двигатель ½ л.с. Инвертор 1 л.с. Детектор обрыва проволоки. Детектор инвертора.
Оборудование для обезжиривания, травления, промывки и сушки
Для референтного диаметра проволоки Ø3.0 мм, производительность: 250 тон / 30 дней / 24 часа (рабочий коэффициент загрузки 90%). Оборудование предназначено для травления проволоки из нержавеющей стали перед термической обработкой (светлый отжиг). Количество ниток проволоки: 24 нитки, погружением в химический раствор и сушка отсечными ножами. Материал, нерж. сталь - диаметр: Ø 1.6 мм ~ 4.0 мм; скорость: DV=14; производительность: 900 кг/час (макс.). Спецификация: количество трубок: 24 шт. Высота от центра до пола: 980 мм Полная длина: макс. 5400 мм Распределение трубок: межтрубное пространство: 50 мм. Двигатель:2 л.с.*3 шт. Макс. длина сухая очистка:500 мм; травление:5500 мм; промывка водой: 1900 мм; общая длина: 7940 мм. Примечание: материал полипропилен.
Ванна нанесения подсмазочного покрытия
Воздуходувка ½ л.сх 2 шт. Нагреватель х 2 шт.
Печь предварительного нагрева
Размер печи: 1000 мм (длина) x 1500 мм (ширина) x 450 мм (высота). Расстояние от центра трубки до поверхности земли: 1000 мм. Напряжение: 3 фазы 380В 15 кВт. Размер и количество технологических трубок: ψ34 мм x 1200 мм (длина) x 24 шт.
Печь отжига
Размер и количество технологических трубок - SUS310S ψ34 мм x 8500 мм (длина) 24 нитки (нагрев. SUS304 # ψ34 мм x 6000 мм (длина) 24 нитки (охлаждение). Количество ниток проволоки: 24 нитки. Диаметр проволоки: Ø1.6 мм – Ø4.0 мм. Напряжение: 3 фазы 380В 180кВт (макс. выход). Температурный режим: стандартный 1050C ~1100C. Размер оборудования печи: 2000 мм (Ш) x 1520 мм (В) x 8000 мм (Д). Расстояние от центра трубки до поверхности земли: 1000 мм. Конструкция печи: пластины из стали, опорная поверхность, листовая фибра x 3 слоя, изоляционный кирпич x 2 слоя, раствор, специальный кирпич, кирпич из керамических нитей (сверху печи), комбинация из бесшовной термоустойчивой стали. Защитный газ: жидкий аммиак разложенный до N2 (азот) + H2 (водород). Нагрев проволоки: Швеция SANDVIK AF круглая проволока, тип- керамическая трубка, температура нагрева 1400C. Термопара: тип-R x 6 шт. Шкаф управления: шесть независимых узлов, электромагнитный пускатель (кремниевый триодный тиристор SCR), защитное устройство от перегрева (MAG), защитное устройство от скачков напряжения (NFB). Шкаф управления температурой: 1500 мм x 600 мм x 2000 мм (с двумя дверцами). Система охлаждения: корпус изготовлен из стали SUS304 * 3 мм (толщина) с плитами из нерж. стали; тип – переливной, соединен с системой водяного охлаждения струйного типа. Внешний размер: 5800 мм (длина) x 300 мм (высота). Переливные трубки и трубки для отвода шлама, покрытые пластиком.
Устройство для смотки проволоки в бухты вертикального типа
Модель: GMV-750*24 шт. Двигатель переменного тока 3 л.с. Инвертор 3 л.с. Диаметр проволоки: 5.0 мм – 7.0 мм (проволока из нерж. стали). Скорость: DV=14. Плоский барабан ψ750 мм с термической обработкой поверхности. Барабан V-формы: с термической обработкой поверхности и хромированием. Счетчик + лампа индикации событий. Редуктор; понижающая передача. Система электрического контроля. Транспортный механизм и рельсы.
Печь для разложения аммиака
Печь разложения аммиака: 30M3/час - производительность. 2NH3→процесс разложения N2 + 3H2. Производительность разложения: 30 M3/час катализатор на основе никеля. Производство Япония N-134. Температура: 900C~1000C, тип измерения температуры - P. R. Напряжение: 3 фазы 380В, 27кВт (стандарное); 36кВт (при макс.производительности). Размер печи: 1150 мм (длина) x 1000 мм (ширина) x 1500 мм (высота). Материал внутреннего бака: 310S x 8 мм (толщина) (вместимость: прим. 80 кг). Температурный контроль: одиночный датчик для замеров и контроля температуры; пропорционально-интегрально-дифференциальное управление, ПИД-управление PID (автоматическое вычисление). Сушка газового типа: двойной бак, увлажнитель с электрическим нагревом. Точка росы после сушки -40℃. Расходомер: двух составный 30M3/час, регулятор давления из нержавеющей стали с манометром и клапаном с ручным управлением, охлаждающая установка с водным охлаждением и сливным механизмом. Шкаф электрический: электромагнитный пускатель (кремниевый триодный тиристор SCR); защитное устройство от перегрева (MAG); защитное устройство от скачков напряжения (NFB); 0~100% установка выходной мощности и автоматическое регулирование. Нагрев проволоки: Швеция SANDVIK AF круглая проволока, тип- керамическая трубка, температура нагрева 1400C. Сушка газового типа: 24 часа, автоматическое переключение; после увлажнительной установки; электрический тип (мощность 380В 3кВт нагревательная трубка); электромагнитный контактор. Укомлектован: регулятор давления, манометр, расходомер.
Сварочный аппарат, модель TCS-110.
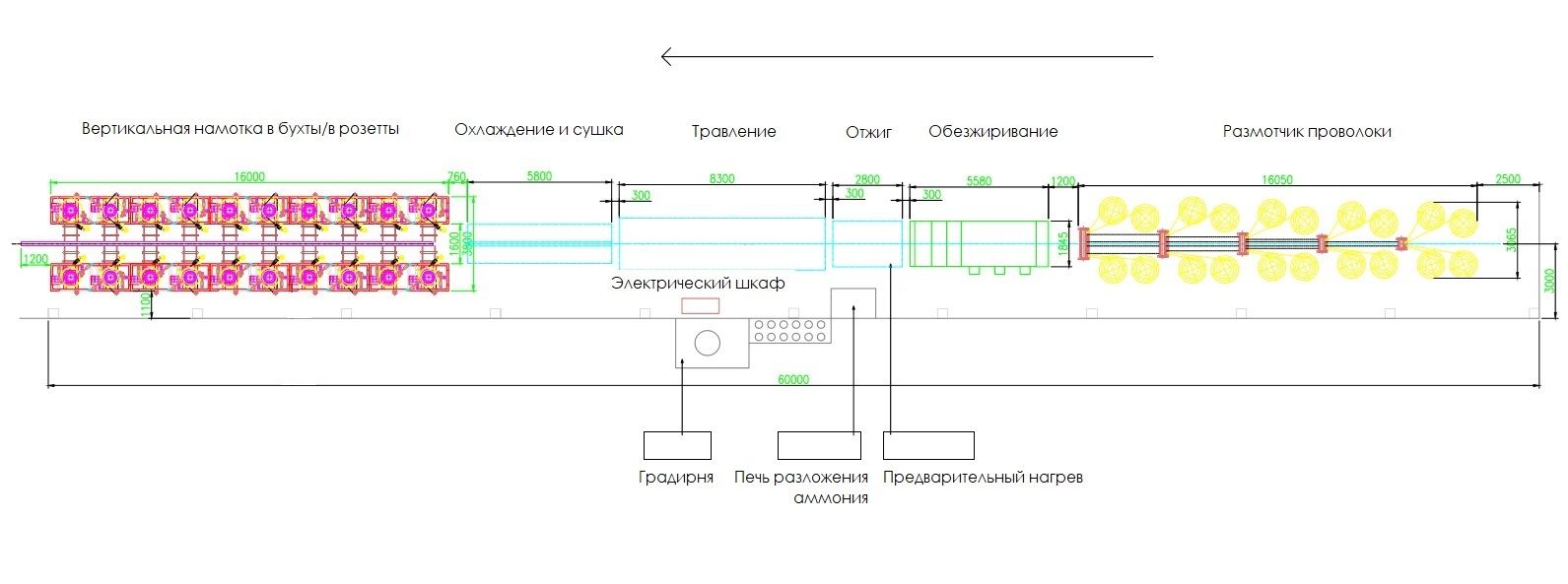
Референтная линия оборудования: термотравильный агрегат для светлого отжига проволоки из нержавеющей / кремнемарганцевой стали для производства сварочной проволоки
Обшая длина ~ 61 метр.
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
КОМПЛЕКТУЮЩИЕ КОМПОНЕНТЫ ТЕРМИЧЕСКОГО ОБОРУДОВАНИЯ
УСТАНОВКА ДЛЯ КРЕКИНГА АММОНИЯ
ГЕНЕРАТОР АЗОТА АДСОРБЦИОННЫЙ
ГРАДИРНЯ ДЛЯ ОХЛАЖДЕНИЯ ВОДЫ И ГАЛЬВАНИЧЕСКИХ РАСТВОРОВ
ОБОРУДОВАНИЕ ДЛЯ ГАЛЬВАНООБРАБОТКИ ПРОВОЛОКИ И НАНЕСЕНИЯ РАСПЛАВОВ
ОБОРУДОВАНИЕ ДЛЯ ПЛЕТЕНИЯ СТАЛЬНОГО ТРОСА
УСТРОЙСТВО ДЛЯ НАМОТКИ ПРОВОЛОКИ В РОЗЕТТУ
УСТРОЙСТВО ДЛЯ НАМОТКИ ПРОВОЛОКИ НА КАТУШКУ
ПЕРЕМОТЧИК СВАРОЧНОЙ ПРОВОЛОКИ НА КАССЕТЫ
Видео-презентация оборудования, инструмента и оснастки из Тайваня
Other Descriptions
- ОТПРАВИТЬ ЗАПРОС
info@solarbear.tw - Карта сайта
Copyright © 2017-2024 SOLAR BEAR ENGINEERING CO., LTD.
10665, Taiwan, Taipei City, Daan Dist., Fuxing S. Rd., Sec.1, No. 259, 8F-1
Тел: +886-928-477-076, WeChat: +886-920-747-857, эл. почта: info@solarbear.tw
Станки, метизное оборудование, инструмент из Тайваня для производства крепежа и калиброванного металлопроката.