- WhatsApp/Viber +886 928 477 076
- RU
- /
- EN
- RU
- /
- EN
Product Detail
ЛИНИЯ НАНЕСЕНИЯ ЗАЩИТНОГО РАСПЛАВА ZN+AL ГАЛЬФАН
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 185334
- Product Category: ОБОРУДОВАНИЕ ДЛЯ ГАЛЬВАНООБРАБОТКИ ПРОВОЛОКИ И НАНЕСЕНИЯ РАСПЛАВОВ
Описание
- Линия для нанесения цинк-аллюминиевого покрытия Гальфан на высокоуглеродистую и низкоуглеродистую проволоку диаметром 0.80 - 8.00 мм без необходимости нейтрализации гальванических стоков.
- Линия позволяет наносить одновременно 3х видов гальванического покрытия на проволоку на одной технологической линии оборудования – цинк, Galfan (цинк + алюминий 5%), цинк + алюминий 10%.
- Применяется безкислотное обезжиривание поверхности проволоки. Процесс травления отсутсвует.
Full Description
Поставщик: SOLAR BEAR ENGINEERING CO., LTD.
Страна происхождения: Тайвань 
Особенности
Защитная атмосфера
Специальная конструкция и технология оборудования обеспечивает подготовку проволоки к гальванизации без необходимости для очистки от кислоты или флюса. Экологически чистый процесс достигается путем нагрева проволоки в газовой среде, которая начинается от входа продукции в трубки и заканчивается у входа проволоки в среду, обеспечивающую защиту продукции от окисления и обеспечивающую предварительный нагрев проволоки для последующего отжига и подготовки проволоки для гальванизации. Сама печь термической обработки состоит из ряда модулей по нескольким причинам: (1) возможен демонтаж оборудования и доставка морским транспортным контейнером общего назначения. (2) возможность комплектации печи дополнительными модулями с увеличением общей производительности линии. (3) модули печи просты в обслуживании, обеспечивают долгий срок службы при минимальных затратах. (4) количество зон контроля нагрева зависит от количества модулей, необходимых для выхода на производственную мощность, типа нагрева (газ или электричество), и количества линий печи термообработки.
Электрооборудование для обеспечения управления и контроля (опция)
Цифровые регуляторы с программируемым управлением, взаимодействуют с системой управления печи с возможностью вывода данных на принтер. Программное обеспечение печи позволяет создавать схемы, вести отчет, архивацию данных и т. д. Оператор может проверить работу печи, гарантируя, что оборудование работает согласно программе термообработки, доступен режим удаленного доступа. Процесс термообработки является уникальным, поскольку нагрев и повышение температуры производится только один раз, после чего температура понижается и обеспечивает идеальный процесс взаимодействия стали и цинка.
Электромагнитная очистка от излишков цинка и алюминия
Электромагнитный процесс очистки разработан совместно с участием инженеров и операторов с целью создания системы высокоскоростной очистки продукции, простой в использовании, с низкими эксплуатационными расходами. После 10 лет развития и совершенствования процесс запущен на международный рынок. Более 48 технологических решений были внедрены в производство по всему миру. Традиционные гальванические процессы нанесения цинкового покрытия медленны и расточительны. Большие погрешности по толщине цинкового покрытия является самым крупным фактором определяющим удорожание готовой продукции в процессе гальванизации. Внедрение электромагнитного процесса подразумевает использование высокочастотного электромагнитного поля, которое удаляет излишки цинка и алюминия, в результате чего, приводит к снижению затрат на цинк более чем на 25% (с точностью до 15 gms) при производстве одной тонны готовой продукции.
Нанесение блескообразующего или матового покрытия
Технологияпредназначена для обеспечения товарного вида готовой продукции, придает покрытию проволоки яркий или матовый оттенок, чтобы соответствовать требованиям клиентов. Технология представляет собой зажимной механизм, который оказывает давление на две прямоугольные вертикально установленные колодки через которые проходит проволока. Проволока на выходе из колодки проходит через основную систему охлаждения водой где приобретает яркий блестящей цвет. Поток воды контролируется клапаном, и система обеспечивает легкий доступ для технического обслуживания и подачу проволоки. Модульная конструкция корпуса разработана в соответствии с дизайном линии гальванизации, выдерживает нагрузки на систему. Механизм нанесение блескообразующих покрытий разработан специально для удовлетворения потребности заказчика продукцией соответствующего диаметров проволоки и ее шага. В отличие от других конструкций узел нанесения защитных покрытий прост в обращении и обслуживании. Система водяного охлаждения представляет собой замкнутый цикл, таким образом, достигается экономия воды и минимизация любого воздействия на окружающую среду.
Система очистки и восстановления подсмазочного порошка (опция)
Производство проволоки приводит к высокой степени потери смазочных материалов и расходов. Стремление оператора увеличить рекомендуемый срок службы смазочного материала приводит к временным затратам на отработку новой технологии и денежным затратам на устранение возможных дефектов и неисправностей. Большинство компаний вынуждены добавлять подсмазочный порошок, чтобы продлить срок службы, или менять смазку для оптимизации производительности оборудования. Оба действия являются расточительными и неэффективными. Система очистки и восстановления подсмазочного порошка использует запатентованный метод магнитной сепарации для удаления загрязнений с целью повторного использования материалов. Процесс позволяет достичь оптимальной производительности без значительных расходов.
Характеристики
Размотка бунтов
Размотчики представляют собой поворотные конструкции горизонтального типа или вертикального типа для размотки проволоки из бунтов, катушек вдоль направляющих, предназначены для подачи проволоки в узел очистки и промывочный узел. Одновременно может производиться правление проволоки. Размотчик обеспечивает размотку бунтов проволоки из низко-/средне-/высокоуглеродистой стали. Конструкция размотчика зависит от скорости линии оборудования. Доступны опция размотчика бунтов и/или катушек проволоки. Доступна опция размотчика проволоки вертикального и/или горизонтального типа. Предусмотрена система торможения размотчика проволоки - механическая или моторизированная. Доступны катушки различных размеров.
Обезжиривание поверхности (бескислотная очистка)
Узел очистки предназначен для удаления всех следов смазки, волочильного порошка с поверхности проволоки перед оцинкованием. Очистка осуществляется в ваннах с щелочным раствором и водой. Промывочные резервуары оснащены индивидуальными насосными системами и просты в эксплуатации. Отсекающие воздушные ножи установлены на всех ваннах, чтобы минимизировать перенос жидкости из одной емкости в другую, последний узел воздушной очистки предназначен для сушки проволоки, таким образом, что проволока поступает в печь в чистом, сухом состоянии. Так как нет необходимости в использовании кислот, очистка позволяет минимизировать их воздействие на окружающую среду, показатель DV составляет более 300. Промывочные емкости имеют прочную стальную конструкцию, резервуары изготовлены из нержавеющей стали, просты в обращении и техническом обслуживании. Нагрев раствора - электрический, газовый или паровой, это снижает воздействие на окружающую среду. Имеется возможность использования отходов и рекуперации нагретого воздуха.
Термическая обработка проволоки в защитной атмосфере печи
Традиционный способ гальванизации проволоки слишком длительный и требует введения в раствор вредных химических веществ и кислот для предотвращения окисления. Однако большинство стран, включая Китай – переходят на запрет использования кислотных процессов в гальванизации. Проблема в том, что современные процессы подвергают сталь контакту с кислородом в воздухе. В результате чего происходит окисление стали, требуется дополнительные затраты по времени для процессов обезжиривания, травления и флюсования, необходимых для устранения окисления (для того, чтобы обеспечить хорошее качество поверхности стали). Безкислородный процесс термообработки создается в инертной атмосфере, таким образом, что сталь не подвергается воздействию воздуха (процесс исключает окисление и необходимость ввода вредных химических веществ). Наличие защитной атмосферы значительно сокращает время на производственный процесс, обеспечивает безопасность, превосходное качество готовой продукции, безотходное производство. Промывка продукции производится в щелочном растворе гидроксида натрия (NaOH), затем проволока подается в печь, нагрев которой осуществляется путем электричества, природного или сжиженного газа.
Нанесение гальванических покрытий (3 в 1)
Процесс является уникальным по технологии и позволяет одновременно наносить 3х вида гальванического покрытия на проволоку на одной технологической линии оборудования - покрытие Galfan 5%, покрытие алюминий-цинк 10% наряду с традиционным цинковым покрытием. После нагрева, который необходим для придания проволоки характеристик долговечности и прочности, проволока подается в одни из трех каналов на той же производственной линии. Процесс начинается с резервуара охлаждения, где проволока охлаждается до поступления в цинковую ванну, создавая нулевое или минимальное тепловыделение, необходимое для функционирования гальванической линии. Проволока проходит через цинк в наклонном положении, до тех пор, пока не соприкоснется с направляющей колодкой, где происходит изменение траектории проволоки в вертикальном положении перед входом в узел чистовой обработки поверхности. Экологически чистая газовая атмосфера предотвращает сталь воздействию воздуха в течение процесса гальванизации, тем самым, исключая использование вредных химических веществ и кислот в процессе производства. После гальванизации готовая продукция подвергается финишной обработке и нанесению подсмазочного защитного слоя, охлаждению. Современный технологический процесс в защитной атмосфере позволяет получать чистую готовую продукцию без окалины. Оборудование занимает меньше рабочего пространства в отличие от традиционных производственных линий.
Финишная обтирка поверхности
Данный узел состоит их отсеков, предназначенных для финишной электромагнитной очистки от излишков цинка и алюминия, нанесения блескообразующего или матового покрытия, упрочнение гальванического покрытия в защитной газовой среде, обеспечивая равномерное гальваническое покрытие проволоки. Переключение от одного процесса к другому производится на панели управления очень легко и быстро. Возможно использование комбинированных режимов обработки.
Нанесение подсмазочного слоя
После гальванизации проволока передается через первичную и вторичную закалочные установки, предназначенные для охлаждения. Оборудование, если требуется, погружает проволоку в жидкость для нанесения подсмазочного слоя, что обеспечивает дополнительную защиту при хранении. Отсекающие воздушные ножи используются для первичного и вторичного охлаждения, нанесения подсмазочного покрытия и окончательной сушки. Если нанесение подсмазочного покрытия не требуется на некоторых или всех нитях проволоки, эти нити могут быть изолированы и отключены.
Готовая продукция
Узел смотки готовой продукции предлагает различные варианты для намотки проволоки. Каждый намотчик проволоки имеет индивидуальные привод с переменной скоростью для обеспечения максимальной гибкости эксплуатации с различной скоростью намотки для всей линии в целом, отдельной нити проволоки или намотки в зависимости толщины покрытия. Доступна опция точной намотки с минимальным случаем обрыва проволоки и увеличенной скоростью работы. Узел приема готовой продукции разрабатывается в соответствии с требованиями заказчика.
Спецификация
Диаметр проволоки 0.8 - 8.0 мм. Высокоуглеродистая проволока. Низкоуглеродистая проволока. Величина DV 100- 240. Расход защитного покрытия составляет 50 г/м2 - 120 г/м2. Вес покрытия составляет от 65 до 500 г/м2, в зависимости от контролируемых эксплуатационных параметров, кроме того был получен вес покрытия вне диапазона стандартных измерений. Диаметр проволоки колеблется в диапазоне от 1,57 мм до 8,0 мм из углеродистой стали марки от 1006 до 1092.
Технология
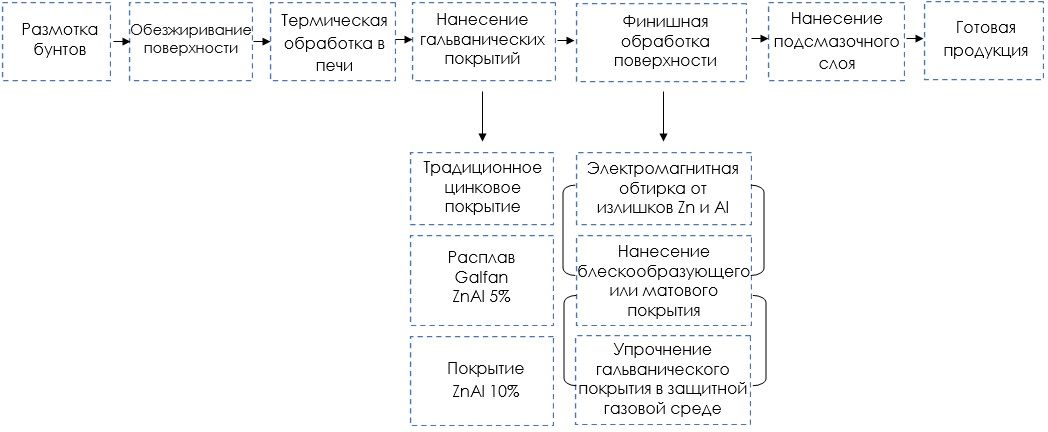
Технологического процесса нанесения гальванического покрытия включает: размотку бунтов проволоки, обезжиривание поверхности и промывку в воде, термическую обработку проволоки в защитной атмосфере печи, нанесение гальванического покрытия, финишную обработка поверхности, нанесение подсмазочного слоя, смотку готовой продукции.

КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
ТЕРМОТРАВИЛЬНЫЕ АГРЕГАТЫ ДЛЯ ПАТЕНТИРОВАНИЯ ПРОВОЛОКИ
ЛИНИЯ ХИМИЧЕСКОГО МЕДНЕНИЯ ПРОВОЛОКИ
ЛИНИЯ ГОРЯЧЕГО ЦИНКОВАНИЯ ПРОВОЛОКИ
ОБОРУДОВАНИЕ ДЛЯ ПЛЕТЕНИЯ СТАЛЬНОГО ТРОСА
СТАНЦИЯ ВОССТАНОВЛЕНИЯ ПОДСМАЗОЧНОГО ПОРОШКА
Other Descriptions
- ОТПРАВИТЬ ЗАПРОС
info@solarbear.tw - Карта сайта
Copyright © 2017-2024 SOLAR BEAR ENGINEERING CO., LTD.
10665, Taiwan, Taipei City, Daan Dist., Fuxing S. Rd., Sec.1, No. 259, 8F-1
Тел: +886-928-477-076, WeChat: +886-920-747-857, эл. почта: info@solarbear.tw
Станки, метизное оборудование, инструмент из Тайваня для производства крепежа и калиброванного металлопроката.