top info
- WhatsApp/Viber +886 928 477 076
- RU
- /
- EN
lang
- RU
- /
- EN
search-ru
homepro
backgroundcss
submenu1
mainmenu
ПРОИЗВОДСТВО БОЛТОВ, САМОРЕЗОВ И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
- Article Category: Machine 機械 Menu
- 9/27/2017
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КРЕПЕЖА И ДЕТАЛЕЙ
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ БОЛТОВ, САМОРЕЗОВ, ВИНТОВ, ШУРУПОВ, ГВОЗДЕЙ, ВЫТЯЖНОЙ ЗАКЛЕПКИ, ШПИЛЬКИ, АВТОНОРМАЛЕЙ И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ


 ОБОРУДОВАНИЕ ДЛЯ ТЕРМООБРАБОТКИ БОЛТОВ, САМОРЕЗОВ И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
ОБОРУДОВАНИЕ ДЛЯ ТЕРМООБРАБОТКИ БОЛТОВ, САМОРЕЗОВ И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ 
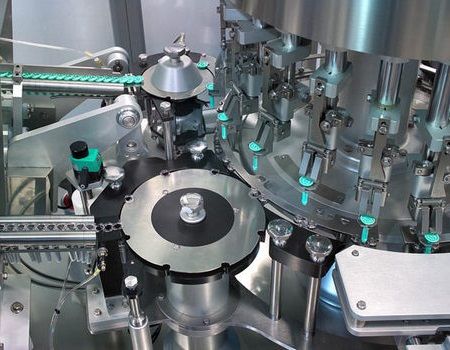 СБОРОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ БОЛТОВ, САМОРЕЗОВ И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
СБОРОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ БОЛТОВ, САМОРЕЗОВ И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ УПАКОВОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ БОЛТОВ, САМОРЕЗОВ И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
УПАКОВОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ БОЛТОВ, САМОРЕЗОВ И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ- ОТПРАВИТЬ ЗАПРОС
info@solarbear.tw - Карта сайта
Copyright © 2017-2024 SOLAR BEAR ENGINEERING CO., LTD.
10665, Taiwan, Taipei City, Daan Dist., Fuxing S. Rd., Sec.1, No. 259, 8F-1
Тел: +886-928-477-076, WeChat: +886-920-747-857, эл. почта: info@solarbear.tw
Станки, метизное оборудование, инструмент из Тайваня для производства крепежа и калиброванного металлопроката.