- WhatsApp/Viber +886 928 477 076
- RU
- /
- EN
- RU
- /
- EN
Product Detail
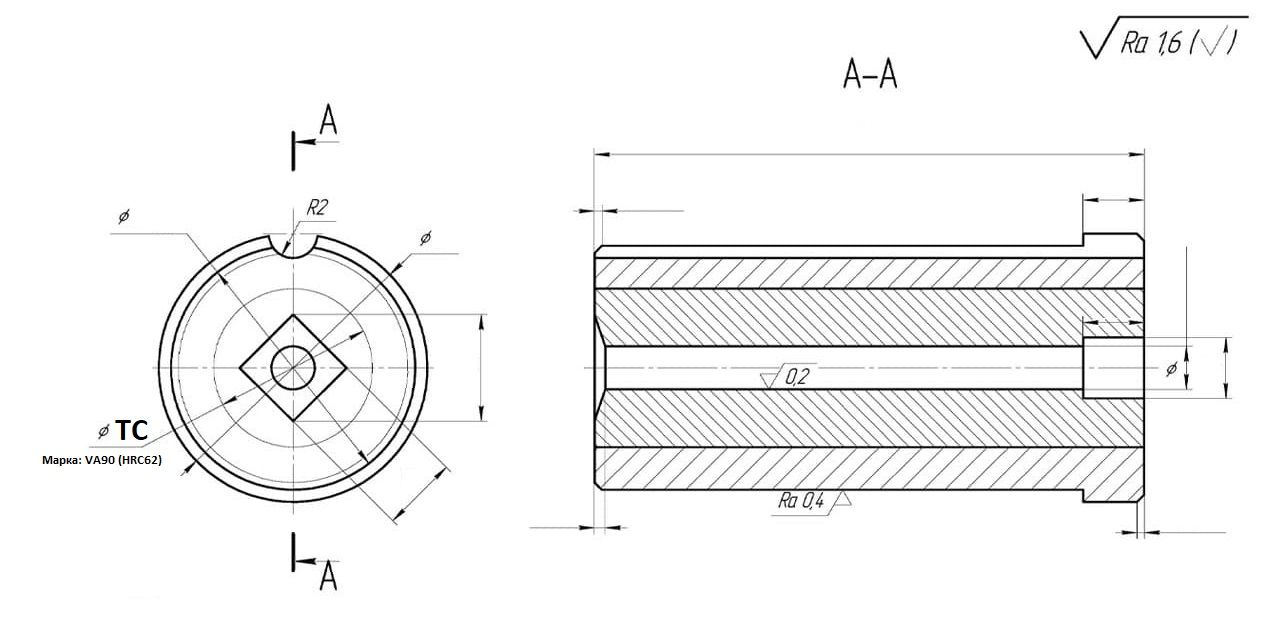
ПУАНСОНЫ ПЕРВОГО УДАРА ДЛЯ ВИНТОВ И САМОРЕЗОВ

.JPG)
.jpg)
.JPG)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 185195
- Product Category: ВЫСАДОЧНЫЙ ИНСТРУМЕНТ, ОБРЕЗНЫЕ МАТРИЦЫ, ШТАМПЫ И ОСНАСТКА
Описание
- Холодная высадка за два удара является наиболее распространенной, так как она охватывает довольно широкий диапазон различных конструкций и форм головок винтов, шурупов, саморезов и прочего крепежа.
- При высадке за два удара первый (предварительный) удар пуансоном вталкивает заготовку в матрицу, центрирует ее, предохраняя от продольного изгиба и подготавливает ко второму удару окончательным пуансоном, который выполняет основную часть работы.
- Код (коды) ТНВЭД ЕАЭС: 8466940000.
Full Description
Поставщик: SOLAR BEAR ENGINEERING CO., LTD.
Страна происхождения: Тайвань 
Особенности

Пуансон первого удара черновой для производства винтов, шурупов и саморезов соответствует следующим критериям: износостойкость, сопротивление пластической деформации, ударная вязкость, теплостойкость, обрабатываемость. Доступность и качество тайваньского инструмента обусловлено совокупностью нескольких причин среди которых:
- многолетний опыт тайваньских производителей в производстве крепежа, метизов и деталей;
- применение импортных материалов: твёрдых сплавов (карбид вольфрама) и инструментальных легированных сталей из Японии, Германии; применение быстрорежущих, порошковых сталей, получаемых методом спекания;
- строгий входной контроль качества сырья и материалов на каждой стадии производстваенного процесса;
- нанесения износостойких покрытий: нитриды титана (Tin) и карбидные покрытия;
- оснащение производства инструмента и оснастки современным и высокотехнологичным оборудованием: вакуумные печи, металлообрабатывающие станки с ЧПУ, электроэрозионные и электроэрозионные вырезные станки, применение современных программ проектирования (САD , CAM);
- применение новейших мировых тенденций и высокопрецизионных технологий при проектировании инструмента и оснастки: сегментные и сборные матрицы, армирование специальными твёрдосплавыми вставками;
- доступная стоимость оснастки ввиду высокой конкуренции среди производителей;
Характеристики
Материал - твёрдосплавный материал (карбид вольфрама), легированная сталь, без нанесения покрытия. Срок изготовления пуансона первого удара составляет 3 недели. Минимальный объем заказа формируется согласно техническому заданию.
Стойкость инструмента нормативная (справочная) для производства винтов самонарезающих на однопозиционных двухударных холодновысадочных автоматах
| Наименование инструмента | Стойкость инструмента, шт. изделий |
| 1-й пуансон (твердосплавный) | 3 000 000 |
| 1-й пуансон (из легированной стали с твердосплавной вставкой по всей длине) | 3 000 000 |
| Шпилька 1-го пуансона (из легированной стали) | 150 000 |
| Матрица высадочная (из легированной стали с твердосплавной вставкой) | 3 000 000 |
| Шпилька матрицы высадочной (из легированной стали) | 1 200 000 |
| 2-й пуансон М42 | 110 000 |
| 2-й пуансон AlCrN | 60 000 |
| Матрица для формовки пера (из легированной стали с покрытием ) | 800 000 |
| Плашки накатные (из легированной стали) | 1 200 000 |
| Система выталкивания (толкатель, втулка толкателя, корпус толкателя, пружина 1-го пуансона) | - |
Спецификация
Мы имеем возможность разрабатывать инструмент и оснастку согласно чертежам готовых изделий и технических требований (при этом необходимо уточнить размер посадочных мест для оснастки, модель используемых станков и диаметр проволоки, исползуемый для высадки крепежа, метизов и деталей).
Технология
Предварительный пуансон вталкивает материал в матрицу и в конце хода досылает его до упора и устанавливает заготовку в строго горизонтальном положении. Предварительный пуансон, заталкивая заготовку в отверстие матрицы, производит первоначальную осадку головки, после чего пуансон придает ей окончательную форму и изделие выбрасывается выталкивателем из матрицы. Предварительный пуансон после первого удара придает коническую форму свободному концу заготовки. Необходимым условием правильной высадки коническим пуансоном в цельной матрице является предварительное заполнение ее до образования головки. Конструктивное выполнение предварительных пуансонов, их расположение по зеркалу матрицы может быть различным и определяется конструкцией деталей. При высадке штифтов на двухударном пресс-автомате первый удар производится предварительным пуансоном, который выполняет операцию вталкивания отрезанной заготовки проволоки в матрицу, до упора-выталкивателя. Во втором случае вначале производится редуцирование стержня при заталкивании заготовки в матрицу предварительным пуансоном, а затем уже при повторном ходе ползуна окончательным пуансоном формообразуется утолщение.
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
АВТОМАТЫ ДЛЯ ВЫСАДКИ САМОРЕЗОВ, ВИНТОВ И ШУРУПОВ
2-ПОЗИЦИОННЫЕ 2-УДАРНЫЕ ХОЛОДНОВЫСАДОЧНЫЕ АВТОМАТЫ
АВТОМАТ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ БИМЕТАЛЛИЧЕСКИХ МИКРОИЗДЕЛИЙ
ВЫСАДОЧНЫЕ АВТОМАТЫ ДЛЯ ПРОИЗВОДСТВА МИКРОКРЕПЕЖА ДЛЯ ПРИБОРОСТРОЕНИЯ
Видео-презентация оборудования, инструмента и оснастки из Тайваня
Other Descriptions
- ОТПРАВИТЬ ЗАПРОС
info@solarbear.tw - Карта сайта
Copyright © 2017-2024 SOLAR BEAR ENGINEERING CO., LTD.
10665, Taiwan, Taipei City, Daan Dist., Fuxing S. Rd., Sec.1, No. 259, 8F-1
Тел: +886-928-477-076, WeChat: +886-920-747-857, эл. почта: info@solarbear.tw
Станки, метизное оборудование, инструмент из Тайваня для производства крепежа и калиброванного металлопроката.