top info
- WhatsApp/Viber +886 928 477 076
- RU
- /
- EN
lang
- RU
- /
- EN
search-ru
homepro
backgroundcss
submenu1
mainmenu
ПРОИЗВОДСТВО ПРОКАТА, ШАЙБЫ, СЛОЖНЫХ ДЕТАЛЕЙ И ПРУЖИН
- Article Category: Machine 機械 Menu
- 9/27/2017
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КРЕПЕЖА И ДЕТАЛЕЙ
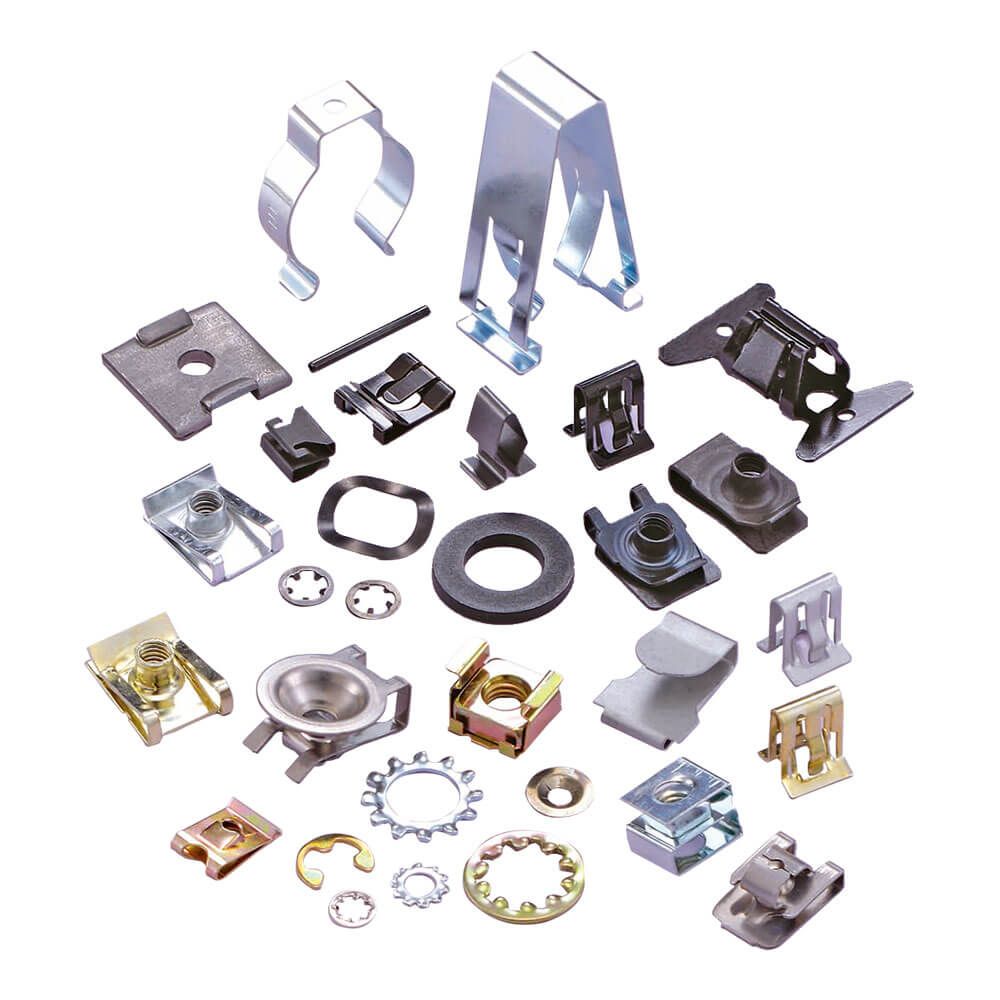 ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ШАЙБЫ И ШТАМПОВКИ ДЕТАЛЕЙ
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ШАЙБЫ И ШТАМПОВКИ ДЕТАЛЕЙ
 ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА КОЛЕЦ, ХОМУТОВ, СПИРАЛЕЙ И ПРУЖИН
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА КОЛЕЦ, ХОМУТОВ, СПИРАЛЕЙ И ПРУЖИН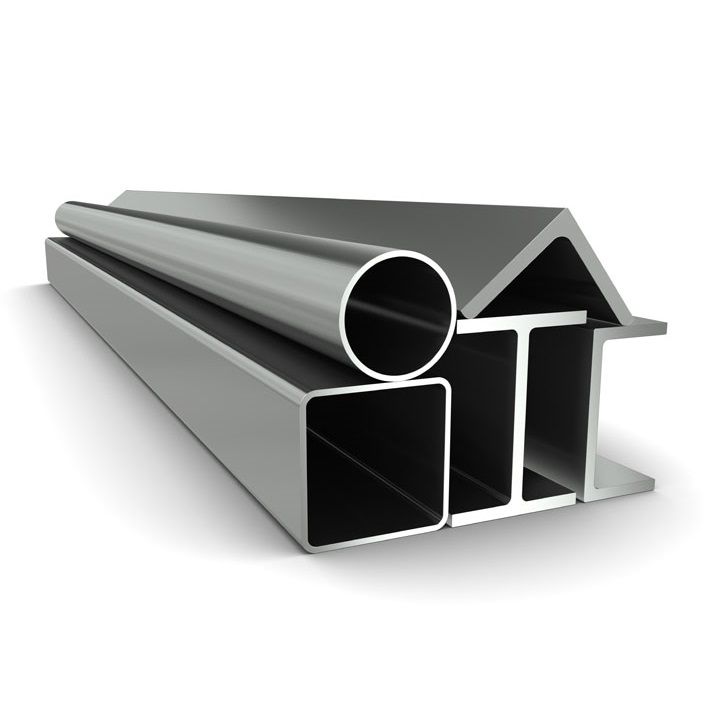 ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРОКАТА, ИЗДЕЛИЙ ИЗ СОРТОВОГО И ЛИСТОВОГО ПРОКАТА
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРОКАТА, ИЗДЕЛИЙ ИЗ СОРТОВОГО И ЛИСТОВОГО ПРОКАТА