- WhatsApp/Viber +886 928 477 076
- RU
- /
- EN
- RU
- /
- EN
Product Detail
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КАРКАСОВ
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 186048
- Product Category: ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРОКАТА, ИЗДЕЛИЙ ИЗ СОРТОВОГО И ЛИСТОВОГО ПРОКАТА
Описание
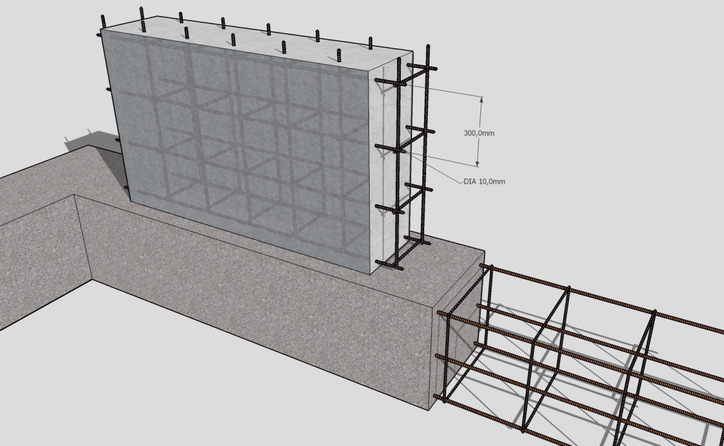
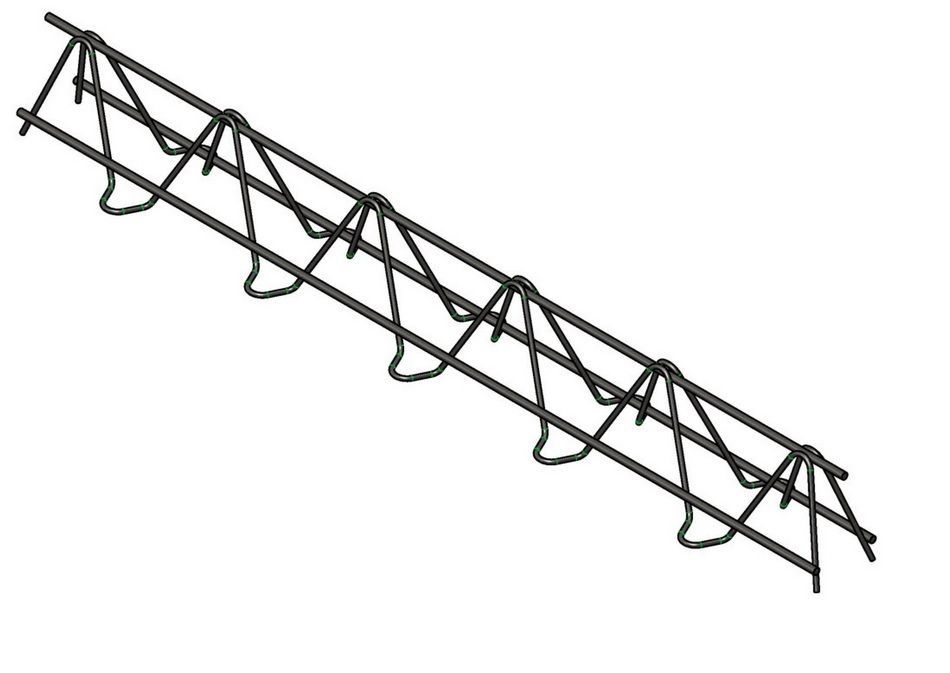
- Балка трапециевидная строительная для армирования железобетонных конструкций (тригон) – готовый арматурный каркас заводского изготовления, в котором рационально подобрана арматура для армирования изгибаемых и внецентренно сжатых железобетонных конструкций.
Full Description
Поставщик: SOLAR BEAR ENGINEERING CO., LTD.
Страна происхождения: Тайвань 
Особенности
Балку трапециевидную (тригон) можно использовать для:
- армирования монолитных плит перекрытий и покрытий;
- армирования монолитных балок;
- армирования железобетонных колонн и стоек;
- армирования перемычек над дверными и оконными проемами;
- устройства монолитных поясов;
- усиления существующих перекрытий при реконструкции;
- замены перекрытий внутри здания, без демонтажа крыши;
- любых других целей, где необходимо устройство арматуры.
Достоинства применения балки трапециевидной для армирования железобетонных конструкций (тригона):
- легкость конструкции. Монтаж можно осуществлять без грузоподъемных механизмов. Для возведения монолитного перекрытия Вам не потребуется кран;
- низкий расход стали. Рационально подобранная арматура тригона снижает расход стали на армирование по сравнению с традиционными каркасами;
- высокое качество. Тригон изготавливается в заводских условиях на высокотехнологичном оборудовании практически без использования ручного труда;
- низкая трудоемкость. Использование тригонов для армирования монолитных железобетонных конструкций снижает трудоемкость изготовления последних.
Характеристики
Требования к материалу исходной заготовки: проволока из среднеуглеродистой или низкоуглеродистой стали, поверхность очищенная от окалины, масла и грязи. Оборудование для изготовления трапециевидных балок для армирования железобетонных конструкций (тригон), модель GSW-200, изготавливает продукцию размером, представленным в таблице под рисунком:
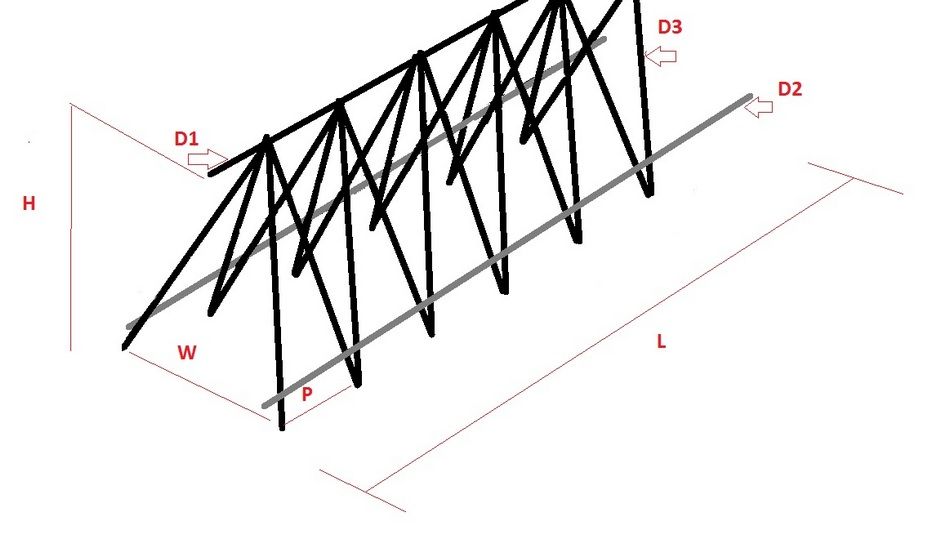
Размер тригона
| D1 (продольная нить): 6-12 мм | W (ширина): 81-90 мм |
| D2 (продольная нить): 6-12 мм | H (высота): 150-300 мм |
| D3 (поперечная нить, зиг-заг): 4-8 мм | L (длина): макс. 12,000 мм |
| P (шаг): 200 мм, фиксированный размер |
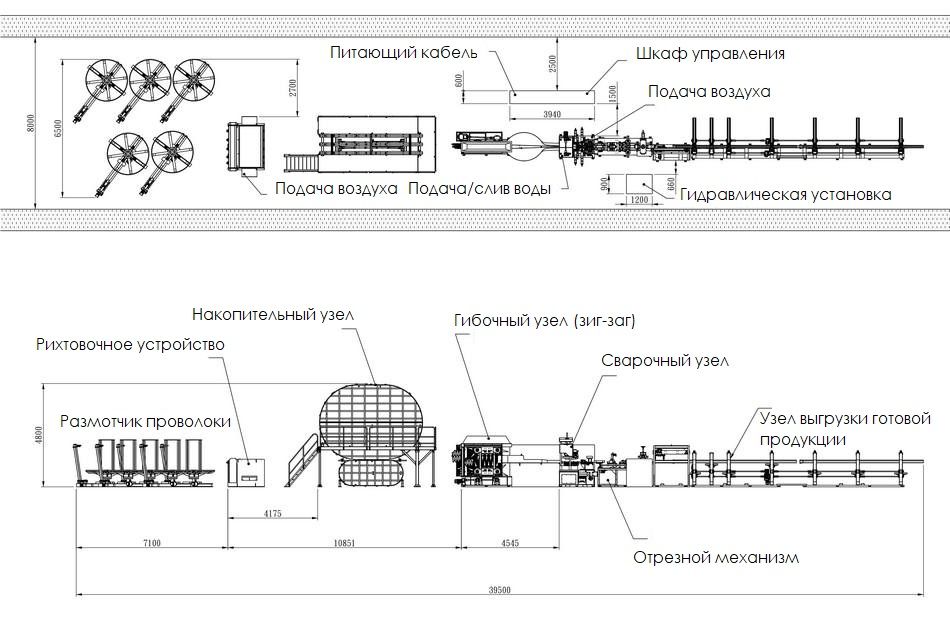
Комплектация оборудования для изготовления трапециевидных балок (7 основных узлов):
| Узел 1. Размотчик проволоки |
5 комплектов, грузоподъемность каждого 2000 кг. Диаметр стола размотчика 2100 мм, процесс размотки контролируется независимо двигателем с пневматической системой торможения. |
| Узел 2. Рихтовочное устройство |
5 комплектов, диаметр проволоки 6-12 мм. Выполняет функцию предварительного правления проволоки. Состоит из двух основных выпрямляющих механизмов. Один из них представляет собой роторную форму, приводимую в движение двигателем с использованием высокоскоростного вала вращения для скручивания продольных нитей проволоки, а другой используется для выравнивания нитей проволоки по отдельности. Оба механизма оснащены системой детективного подавления, расположенной спереди и сзади, которая соединяет нити проволоки в нужном порядке перед подачей в накопительный узел петлеобразования с фиксированной скоростью. |
| Узел 3. Накопительный узел |
Образует петли и накапливает предварительно выпрямленные нити проволоки перед непосредственной подачей в гибочный узел для изготовления трапециевидной балки (тригон). После завершения процесса выпрямления три продольных нити проволоки направляются в верхнюю большую зону петлеобразования, а другие две поперечных нити проволоки - в нижнюю малую зону петлеобразования, количество петель фиксируется. Устройство оснащено системой обнаружения и диагностики достаточного количества петель для изготовления тригона. Если накопленных петель не достаточно для дозированной подачи в гибочный узел, звучит система сигнализации и линия оборудования автоматически отключается. Кнопка аварийного отключения оборудования обеспечивает безопасность рабочего персонала. |
| Узел 4. Гибочный узел |
2 комплекта. Придает проволоке форму зиг-заг. Высота зиг-зага контролируется двигателем. |
| Узел 5. Сварочный узел |
Оснащен трансформатором - 2 комплекта, каждый номинальной мощностью 200 кВа, контролируется от микропроцессора, механизм способен одновременно сваривать 3 точки. Скорость сварки 8-12 М/мин. Сварочный узел прочно фиксирует две зиг-загообразные и три продольные нити проволоки в каркас трапециевидной формы (тригон). |
| Опция* Механизм для сгибания ножек тригона |
Устройство для сгибания ножек является дополнительным оборудованием. Контролируется автоматически, серводвигателем. Устанавливается в линию после сварочного механизма. После гибки/сварки готовый каркас (тригон) отрезается по длине и поступает в зону разгрузки. |
| Узел 6. Отрезной механизм |
Скорость подачи и резания контролируется гидравлическим приводом, механизм выполняет отрез трапециевидной балки по длине, передает (выталкивает) продукцию в узел выгрузки. |
| Узел 7. Узел выгрузки готовой продукции |
При помощи зажимного механизма-манипулятора подает готовую продукцию на разгрузочный конвейер. Макс. длина 12,000 мм. Узел выгрузки готовой продукции может быть укомплектован устройством для увязки и упаковки трапециевидых балок (опция). |
| ПЛК + HMI Система управления. |
Программируемый логический контроллер, панель управления HMI, сенсорный дисплей. Интеграция с программируемым логическим контроллером позволяет контролировать весь процесс автоматически, с графическим отображением процесса производства и диагностики неисправностей. Все производственные параметры устанавливаются на экране: подача проволоки, продвижение проволоки, выгрузка готовой продукции -контролируются серво двигателем с инвертором. Сварочный узел контролируется системой S.C.R и микропроцессором. Система обнаружения неисправностей с индикацией событий: подача проволоки, отсутствие подачи проволоки, ошибка подачи проволоки, ошибка подачи проволоки в гибочный узел, ошибка непрерывной подачи, недостаточная мощность сварочного механизма, перегрузки, неправильное позиционирование, ненормальное давление сжатого воздуха, превышение температуры. |
Механизм для сгибания ножек тригона, опция*:
Спецификация
Энергопотребление
| Напряжение, 3-фазы | 380В, 50 Гц, ±10% |
| Сечение кабеля питания | 500 мм2 |
| Предохранители с задержкой срабатывания | 1600А |
| Воздушный компрессор | 508 кг/см2, >10 л.с. |
| Расход воды на охлаждение | 80 Л/мин. |
| Трансформатор | 2 комплекта, каждый мощностью 200 кВа (при КПД 50%) |
| Подача сжатого воздуха | труба размером 1 дюйм |
| Подача/слив воды | труба размером 3/4 дюйма |
Чиллер с системой воздушного охлаждения (дополнительное оборудование, приобретается Заказчиком),
рекомендуемая спецификация чиллера, референтная модель YT-130S(CE):
| Наименование | Параметры |
| Температура охлажденной воды, °С | 5-25 °С |
| Расход энергии на охлаждение, кКалл/час | 4,560 кКалл/час |
| Мощность компрессора, л.с. | 3 л.с. |
| Мощность насоса, л.с. | 1/2 л.с. |
| Расход воды на охлаждение, Л/мин. | 80 Л/мин. |
| Водяной бак, Л | 70 литров |
| Размер водопроводных труб, дюйм | 1 дюйм |
| Хладагент | R22 |
| Размер чиллера, мм | 1,150 x 900 x 1,580 мм |
| Вес-нетто чиллера, кг | 230 кг |
Устройства безопасности: компрессор (Maneurop), защитное устройство перегрузки насоса, реле перегрузки, переключатель высокого / низкого давления, перепускной гидроклапан хладагента, регулятор температуры, защита от переохлаждения, расцепитель обратного тока. Температура контролируется микропроцессором, пр-ва Италия (Eliwell), расширительный клапан (Emerson). Автоматическое обнаружение неполадок в электрической сети. Узел охлаждения изготовлен из нерж. стали.
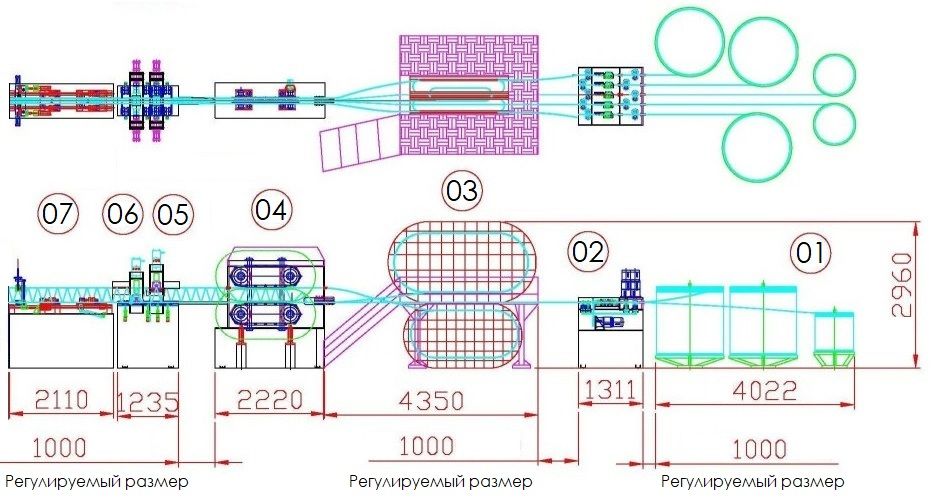
Эскиз оборудования для изготовления трапециевидных балок (тригон), модель GSW-200
Технология
Процесс производства трапециевидной балки (тригон):
- (1) узел размотки и подачи проволоки;
- (2) узел правления проволоки;
- (3) большой/малый накопительный узел петлеобразования;
- (4) гибочный узел (зиг-заг);
- (5) сварочный узел (трапециевидная балка, тригон);
- (6) узел отреза продукции по длине;
- (7) узел выгрузки готовой продукции, увязки/упаковки (опция).
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА СВАРНОЙ СЕТКИ
СТАН ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАННОГО ПРОКАТА
Видео-презентация оборудования, инструмента и оснастки из Тайваня
Other Descriptions
- ОТПРАВИТЬ ЗАПРОС
info@solarbear.tw - Карта сайта
Copyright © 2017-2024 SOLAR BEAR ENGINEERING CO., LTD.
10665, Taiwan, Taipei City, Daan Dist., Fuxing S. Rd., Sec.1, No. 259, 8F-1
Тел: +886-928-477-076, WeChat: +886-920-747-857, эл. почта: info@solarbear.tw
Станки, метизное оборудование, инструмент из Тайваня для производства крепежа и калиброванного металлопроката.