- WhatsApp/Viber +886 928 477 076
- RU
- /
- 🚀
- RU
- /
- 🚀
- Новинки оборудования
- Саморезы под ключ
- Сырьё под ключ
- Саморезы и гвозди в ленте
- Заклёпка вытяжная
- Микровинты и детали
- Автомобильный крепёж
- Станки с пробегом Б\У
- Станки под ключ
- Оснастка по чертежам
- Поиск производителей
- Шеф-монтаж
- Доставка грузов
- Кредитование закупок
- Новинки оборудования
- Саморезы под ключ
- Сырьё под ключ
- Саморезы и гвозди в ленте
- Заклёпка вытяжная
- Микровинты и детали
- Автомобильный крепёж
- Станки с пробегом Б\У
- Станки под ключ
- Оснастка по чертежам
- Поиск производителей
- Шеф-монтаж
- Доставка грузов
- Кредитование закупок
Product Detail
ОБОРУДОВАНИЕ ДЛЯ УПАКОВКИ КРЕПЕЖА В ГОФРОТАРУ
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 185274
- Product Category: УПАКОВОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ГАЕК И ДЕТАЛЕЙ ГОРЯЧЕЙ ШТАМПОВКИ
Описание
- Линия упаковки крепежа в гофрокартонную тару предназначена для фасовки и упаковки машиностроительного крепежа и крепежа общего назначения - саморезы, гвозди, болты, гайки - в гофрокартонную тару емкостью от 1 до 25 кг.
- Уровень шума при производстве не превышает 80 дБ. Оборудование укомплектовано необходимыми средствами защиты, устанавливаемыми непосредственно на оборудовании (ограждения и блокировки) для обеспечения безопасной работы персонала на всех предусмотренных режимах эксплуатации оборудования.
- Оборудование для упаковки крепежа в гофротару поставляется в комплекте с электрооборудованием, средствами автоматизации и измерений, необходимыми для выполнения задач.
Full Description
Поставщик: SOLAR BEAR ENGINEERING CO., LTD.
Страна происхождения: Тайвань 
Особенности
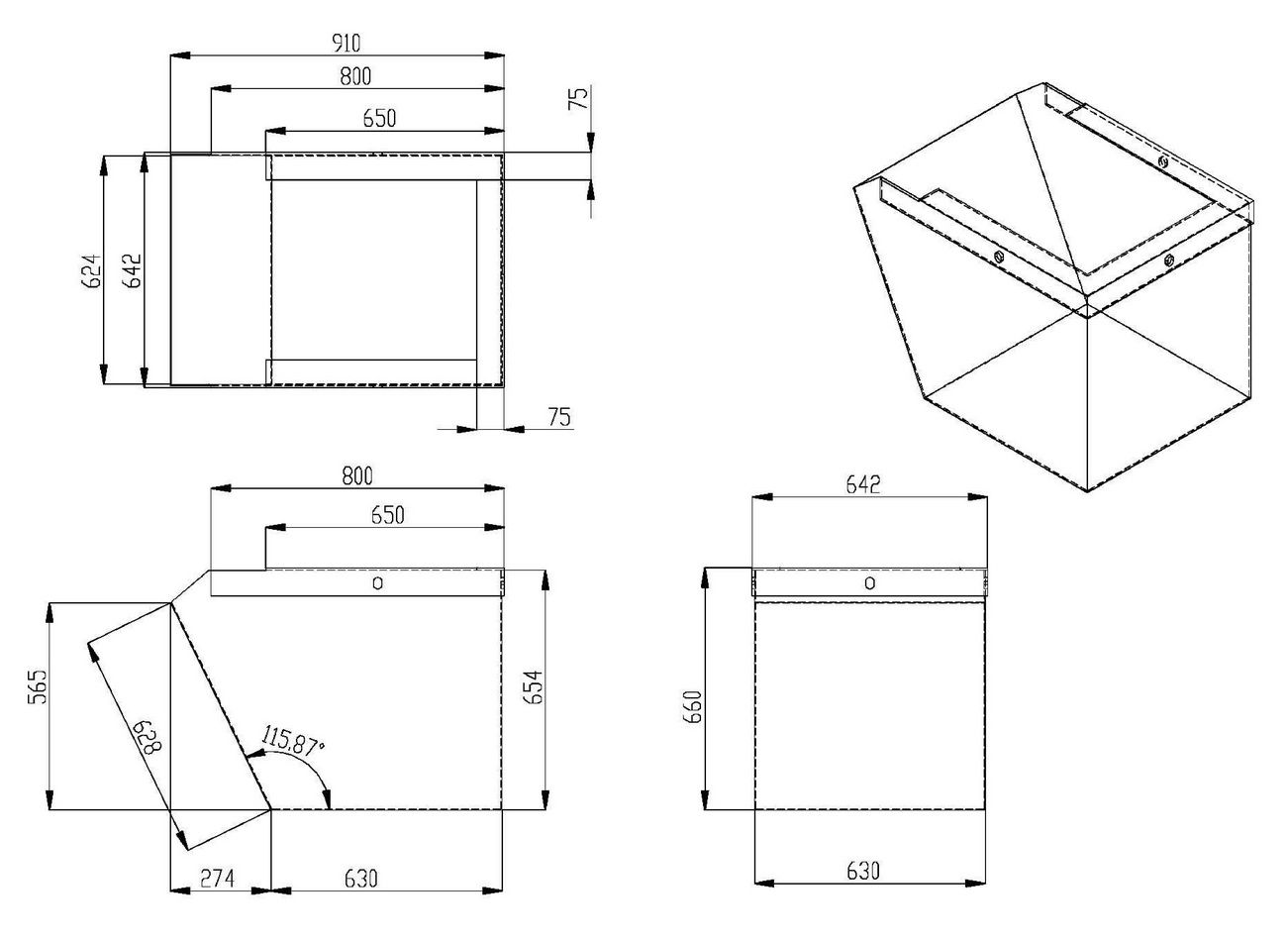
- Вид упаковки – 4-х клапанная коробка прямоугольного сечения из гофрокартона.
- Дозировка 1 – 25 кг.
- Габариты коробки Д х Ш х В х Т (требуют дополнительного согласования):
1 кг - 124 x80 х 62 х 2,5 мм; 5 кг - 240 х 160 х 75(85) х 3 мм;
25 кг - 295 х 260 х 200 х 4 мм. - Указанные габариты являются внешними.
- Конструкция линии позволяет фасовать крепеж в коробки с любыми промежуточными габаритами из указанного диапазона.
- Коробки укладываются на деревянные паллеты.
- Тип паллеты: Европаллета 1200 x 800 мм с максимальной нагрузкой в 1.2 тонн.
- Количество слоёв: высота 850 мм максимум.
- Максимальный вес каждого слоя: 300 кг.
- Количество коробок: 32 или 36 коробок/слой 5 кг в одном слое; 12 коробок/слой 25 кг.
- Производительность:
1-5 кг: 5-6 картонных коробок в минуту;
12-25 кг: 4-5 картонных коробок в минуту.
Характеристики
Упаковочная машина для винтов самонарезающих, гвоздей и болтов, модель UP-A-C888-VA
Вибрационный бункер открытого типа
Емкость загрузочного бункера – 1000 кг. Бункер оснащен горизонтальной штангой-упором для кантовки кюбелей с новой партией крепежа в бункер. Регулировка скорости разгрузки (количества крепежа, выгружаемого на промежуточный вибролоток в единицу времени) осуществляется путем автоматической регулировки частоты колебаний вибробункера.
Устройство первичной подачи заготовки плоского типа
Это конструкция с вибролотком, назначение которой – постепенная равномерная подача изделий от загрузочного бункера на промежуточный лоток устройства вторичной подачи заготовки. Вибролоток оснащен электромагнитным вибратором, включение и выключение которого производится автоматически, в соответствии с данными, поступающими от датчиков контроля веса крепежа.
Устройство вторичной подачи заготовки плоского типа
Это конструкция с вибролотком, назначение которой – постепенная равномерная подача изделий на вибролотки грубой и точной фасовки. Вибролоток оснащен электромагнитным вибратором, включение и выключение которого производится автоматически, в соответствии с данными, поступающими от датчиков контроля веса крепежа.
Устройство третичной подачи заготовки плоского типа
Устройство представляет собой вибролоток грубой фасовки, который служит для первичной фасовки партии крепежа, в 90% от заданного веса, Оснащен заслонкой с пневмоцилиндром, перекрывающей подачу крепежа в накопительный бункер после набора партии крепежа заданного веса. Внутри вибролотка установлена направляющая, изготовленная из листового износостойкого металла, подающая крепеж на вибролоток точной фасовки. Данная направляющая является конструктивной частью лотка точной фасовки. На выходе из лотка установлены заслонки, закрытие/открытие которых производится от пневмоцилиндров. Вибролоток оснащен электромагнитным вибратором, включение и выключение которого производится автоматически, в соответствии с данными, поступающими от датчиков контроля веса крепежа.
Система подачи V-образной формы
Вибролоток точной фасовки представляет собой сварную конструкцию, изготовленную из листовой нержавеющей стали. Назначение – постепенный доброс крепежа в накопительный бункер, до набора общего веса партии в 100% от заданного. Вибролоток оснащен электромагнитным вибратором, включение и выключение которого производится автоматически, в соответствии с данными, поступающими от датчиков контроля веса крепежа.
Весовой дозатор
Дозировка: от 1 до 25 кг. Весовой дозатор обеспечивает двухэтапную дозировку: 90% заданного веса через устройство грубой фасовки, и остальные 10% через систему подачи V-образной формы. Погрешность взвешивания: не более ±1 % от общего веса (кроме тех случаев, когда вес единицы крепежа превышает ±1% от общего веса партии). Весовой дозатор оснащен тремя воронками для засыпки болтов в 4-клапанные коробки: 25 кг, 5 кг и 1 кг.
Устройство электромагнитного ориентирования заготовки
Магнитный ориентатор, обеспечивает ориентацию изделий равномерно по всей высоте упаковочной коробки.
Конвейер подачи пустых коробок
Конвейер подачи служит для накопления и подачи сформированных пустых коробок под лоток выгрузки крепежа. Представляет собой приводной ленточный конвейер, установленный на отдельной раме сварной конструкции. Включение/выключение привода конвейера производится автоматически при получении сигнала о заполнении коробки на участке фасовки. Конструкция участка фасовки крепежа в гофротару обеспечивает точное позиционирование пустых коробок под лоток фасовки с исключением замятия краев коробок и пересыпания крепежа за пределы коробки.
Конвейер вывода заполненных коробок из-под весового дозатора
После заполнения коробка автоматически выводится из-под дозатора, освобождая место под следующую коробку. Конвейер оснащен механизмом виброукладки (утряски) крепежа в гофрокартонной коробке и устройством демагнитизации для размагничивания крепежа после магнитного ориентирования.
Машина для запечатывания коробок
Автоматическая производственная линия предназначена для скоростного высококачественного запечатывания собранных и упакованных картонных коробок. Линия подходит для серийного и штучного производства, оптимально адаптируется к потребностям производства, может использоваться, как отдельно стоящий станок, так и в составе упаковочной линии.
Платформа для технического обслуживания
Платформа устанавливается между двумя машинами UP-A-C888-VA и UP-A-C888-CW и обеспечивает возможность обслуживания обеих машин.
Упаковочная машина для гаек, модель UP-A-C888-CW
Вибрационный бункер открытого типа
Емкость загрузочного бункера – 1000 кг. Бункер оснащен горизонтальной штангой-упором для кантовки кюбелей с новой партией крепежа в бункер. Регулировка скорости разгрузки (количества крепежа, выгружаемого на промежуточный вибролоток в единицу времени) осуществляется путем автоматической регулировки частоты колебаний вибробункера.
Устройство первичной подачи заготовки плоского типа
Это конструкция с вибролотком, назначение которой – постепенная равномерная подача изделий от загрузочного бункера на промежуточный лоток устройства вторичной подачи заготовки. Вибролоток оснащен электромагнитным вибратором, включение и выключение которого производится автоматически, в соответствии с данными, поступающими от датчиков контроля веса крепежа.
Устройство подачи заготовки для грубой фасовки
Устройство представляет собой вибролоток грубой фасовки, который служит для первичной фасовки партии крепежа, в 90% от заданного веса, Оснащен заслонкой с пневмоцилиндром, перекрывающей подачу крепежа в накопительный бункер после набора партии крепежа заданного веса. На выходе из лотка установлены заслонки, закрытие – открытие которых производится от пневмоцилиндров. Вибролоток оснащен электромагнитным вибратором, включение и выключение которого производится автоматически, в соответствии с данными, поступающими от датчиков контроля веса крепежа.
Вибрационная чаша для ориентации продукции и точной фасовки
Назначение – постепенный доброс крепежа в накопительный бункер, до набора общего веса партии в 100% от заданного. Виброчаша оснащена электромагнитным вибратором, включение и выключение которого производится автоматически, в соответствии с данными, поступающими от датчиков контроля веса крепежа.
Весовой дозатор
Дозировка: от 1 до 25 кг Весовой дозатор обеспечивает двухэтапную дозировку: 90% заданного веса через устройство грубой фасовки, и остальные 10% через систему подачи V-образной формы. Погрешность взвешивания: не более ±1 % от общего веса (кроме тех случаев, когда вес единицы крепежа превышает ±1% от общего веса партии). Весовой дозатор оснащен тремя воронками для засыпки гаек в 4-клапанные коробки: 25 кг, 5 кг и 1 кг.
Конвейер подачи пустых коробок
Конвейер подачи служит для накопления и подачи сформированных пустых коробок под лоток выгрузки крепежа. Представляет собой приводной ленточный конвейер, установленный на отдельной раме сварной конструкции. Включение/выключение привода конвейера производится автоматически при получении сигнала о заполнении коробки на участке фасовки. Конструкция участка фасовки крепежа в гофротару должна обеспечивать точное позиционирование пустых коробок под лоток фасовки с исключением замятия краев коробок и пересыпания крепежа за пределы коробки.
Конвейер вывода заполненных коробок из-под весового дозатора
После заполнения коробка автоматически выводится из-под дозатора, освобождая место под следующую коробку. Конвейер оснащен механизмом виброукладки (утряски) крепежа в гофрокартонной коробке. Включение/выключение привода вибратора производится автоматически при пуске линии с возможностью ручного отключения вибратора. После виброукладки коробка попадает на фасовочный конвейер.
Фасовочный конвейер с устройствами инспекции (отбраковки) коробок
Коробки от упаковочной машины UP-A-C888-VA (для болтов) и коробки от упаковочной машины UP-A-C888-CW (для гаек) подаются на приводной фасовочный конвейер, который оснащен двумя устройствами инспекции веса коробки для отвода коробки с несоответствующим весом. Одно устройство устанавливается после машины UP-A-C888-VA и инспектирует коробки с болтами, а второе устройство устанавливается после машины UP-A-C888-CW для инспекции коробок с гайками. Сигнал о несоответствующем весе коробок подается от тензодатчиков.
Конвейер для запечатывания и нанесения этикетки на коробку вручную
Ленточный приводной конвейер установлен в линии сразу после фасовочного конвейера. Конвейер состоит из одной секции, длина которой составляет 1800 мм. Запечатанные коробки с конвейера подаются на поворотный конвейер для ориентации коробок.
Поворотный конвейер для ориентации коробок
Поворотный конвейер устанавливается в линии перед автоматическим палетайзером и выполняет разворот коробок для правильного формирования каждого слоя коробок в палетайзере.
Автоматический паллетайзер, модель UP-C-893
Паллетайзер предназначен для автоматической подачи паллет в загрузочную станцию и укладки коробок на паллет. Паллетайзер имеет собственную панель управления с интерактивным экраном, показывающим предупреждающие сигналы после автодиагностики. Паллетайзер состоит из следующих комплектующих: (1) Автоматический магазин с пустыми паллетамиснабжен системой подачи пустого паллета из штабеля в 5-6 паллетна загрузочную станцию. (2) Загрузочная станция оснащена подъемным механизмом паллета и компакторами для уплотнения каждого слоя коробок, что позволяет избежать пустых промежутков между коробками и помогает правильно сформировать паллетный блок. Расположение коробок в слое настраивается программно. После окончания формирования паллета укомплектованный паллет автоматически выводится из зоны загрузочной станции, освобождая место для пустого паллета. Система вывода укомплектованного паллета синхронизирована с системой подачи пустого паллета.
Конвейер буферной зоны выгрузки укомплектованного паллета
Укомплектованный паллет из загрузочной станции палетайзера выводится на конвейер буферной зоны. Конвейер состоит из двух секций, общая длина конвейера рассчитана на два паллета. С данного конвейера укомплектованный паллет поступает на оберточную машину.
Автоматическая оберточная машина, модель UP-А-896-R
Машина предназначена для обертывания-утяжки сформированного паллета стрейч-пленкой. Состоитизвращающейся приводной платформы и подвижного держателя рулона с пленкой. Оберточная машина имеет возможность регулировки натяжения и высоты наложения пленки, количества слоев (оборотов) пленки. Габариты паллетов - 1200х800 мм. Максимальная высота обертываемого паллета с коробками – 2000 мм. Грузоподъемность - 1200 кг. Ширина стрейч-пленки - 500 мм. На вращающейся платформе оберточной машины имеется приводной рольганг для удаления обернутого паллета на конвейер для временного хранения упакованной продукции.
Конвейер буферной зоны упакованной продукции
С оберточной машины упакованный паллет выталкивается на приводной конвейер буферной зоны. Конвейер состоит из трех секций, общая длина конвейера рассчитана на три упакованных паллета.
Электрическая часть линии упаковки
Линия упаковки поставляется в комплекте с электрооборудованием (электрическими шкафами, электроприводами и панелями управления), необходимым для обеспечения её нормального функционирования. Электрическое оборудование находится в отдельном шкафу и включает в себя все силовые и управляющие компоненты. Охлаждение электрических шкафов управления и электроприводов – принудительное воздушное. Панели управления и кнопочные устройства монтируются рядом с оборудованием на расстоянии, удобном для осуществления функций управления.
Пульт управления оператора
Предназначен для управления и приведения в движение всей автоматизированной упаковочной линии, вмещающий следующее: Коннектор, с помощью которого вся упаковочная линия подключается к источнику электроснабжения предприятия. От этого коннектора электропитание поступает ко всем устройствам упаковочной линии. Дистанционное управление вспомогательными цепями. Встроенный промышленный компьютер для управления электроникой развесочной машины и взаимодействующий с остальной электрикой и электроникой главной консоли. Программируемый логический контроллер (ПЛК) производства Mitsubishi осуществляет контроль за функционированием и синхронизацией оборудования всей линии. Оператор имеет доступ к ПЛК с помощью клавиатуры/панели управления. Цепь аварийной сигнализации.
Рекомендуемые стандартные размеры кюбеля (заводской тары)
Спецификация
Размеры и комплектация оборудования для упаковки крепежа в гофротару разрабатываются по требованиям заказчика. Для этого необходимо указать: тип продукции, размер изделий (диаметр, длина), тип коробки, размер коробки, тип заводского контейнера (кюбеля), направление нанесения этикетки (сбоку, спереди, сверху, под углом 90 градусов), наличие/отсутствие паллетайзера, обертоной машины, метод запечатывания коробки (степлером, клейкой лентой, клеевым раствором).
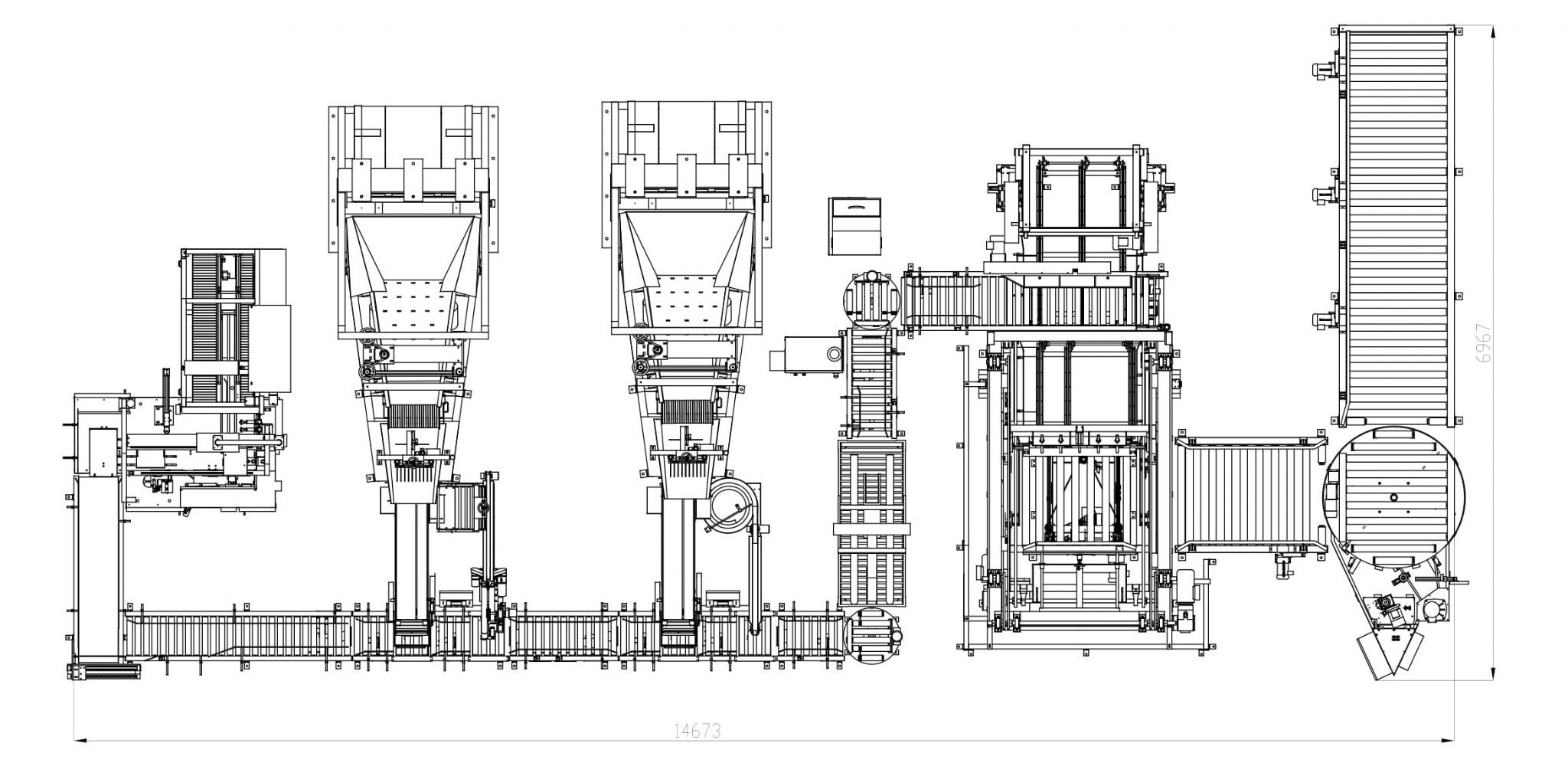
Эскиз упаковочной линии
Технология
Процесс фасовки и упаковки машиностроительного крепежа на линии включает в себя следующие основные технологические операции: (1) выгрузка с помощью крана партии крепежа из заводского контейнера (кюбеля) в вибрационный бункер линии упаковки; (2) постепенная транспортировка крепежа из вибрационного бункера в фасовочный узел при помощи магнитного подъемного конвейера; (3) последовательные операции грубой и точной фасовки крепежа на партии с заранее заданным весом; (4) подача сформированной партии крепежа на фасовочный вибролоток; (5) постепенное пересыпание сформированной партии крепежа в гофротару с одновременным электромагнитным ориентированием; (6) транспортировка заполненной коробки на вибростанцию для виброукладки крепежа в таре; (7) поступление коробки на станцию укладки на паллет; (8) утяжка сформированного паллета стрейч-пленкой.

Описание технологического процесса
Из вибрационного бункера, крепеж постепенно пересыпается под воздействием вибрации и силы тяжести на устройство первичной подачи. Под воздействием вибрации обеспечивается равномерная подача исходного продукта на последующие узлы и отсутствие комкования длинномерного крепежа. На выходе из устройства первичной подачи крепеж под воздействием силы тяжести поступает в устройства вторичной и третичной подачи. Погрешность фасовки развесочного узла не более ±1% от заданного веса. При упаковке крепежа в гофрокартонную тару набранная партия продукции постепенно пересыпается в узел электромагнитного ориентирования крепежа. Такая подача позволяет избежать повреждения дна гофрокартонной коробки при выгрузке партии большого веса и создает оптимальные условия для ориентирования крепежа при прохождении через электромагнит. Формирование пустых коробок производится обслуживающим персоналом. Сформированные коробки выставляются на приводной конвейер подачи, откуда посредством ленты конвейера, системы датчиков и подвижного стола позиционируются в положение загрузки крепежа точно под лотком электромагнита. При закрытии заслонок накопительного бункера развесочного узла и наборе новой партии крепежа, подвижный лоток опускается вниз, входя в гофрокартонную тару. Таким образом, при пересыпании крепежа с вибролотка в желоб обеспечивается полная выгрузка набранной партии в тару без просыпания продукции за пределы коробки. В этот момент подвижный стол сдвигается в исходную позицию для приема очередной пустой коробки. После окончания цикла, лоток поднимается вертикально вверх, и заполненная коробка с ориентированной продукцией выталкивается подвижным столом на конвейер выгрузки. Приводной конвейер выгрузки перемещает заполненную коробку с продукцией на вибростол. В случае несоответствия веса готовой коробки заданным параметрам, коробка выталкивается на неприводной рольганг, где обслуживающий персонал может произвести корректировку веса продукции в коробке и после этого выставить коробку обратно на конвейер. На вибростоле производится виброукладка (утряска) продукции в коробке. Вибростол расположен под небольшим углом, за счет чего утрясываемая коробка под своим весом перемещается на накопительный неприводной рольганг. Далее обслуживающий персонал вручную закрывает клапаны коробки и проклеивает швы клейкой лентой во время прохождения коробки по конвейеру. Сформированная коробка перемещается на станцию автоматического формирования паллет (паллетайзер). Паллеты автоматически подаются на станцию из магазина на 5-6 паллет. Первой операцией является разворот коробки в необходимое положение на поворотном рольганге. Далее, из правильным образом повернутых коробок формируется отдельный ряд, который затем сдвигается на паллет при помощи гидравлического толкателя. При наборе очередного слоя, паллет сдвигается вниз на высоту коробки, так что толкатель сдвигает следующий ряд коробок на предыдущий слой. Картонные прокладки между слоями, при необходимости, укладываются вручную обслуживающим персоналом. Готовый паллет с помощью вилочного погрузчика транспортируется к автоматической машине для утяжки паллетов стрейч-пленкой. Паллет устанавливается на вращающуюся приводную платформу, оператор закрепляет край пленки за паллет и включает машину с пульта оператора. Сформированный паллет утягивается пленкой с заранее заданным натяжением, высотой наложения и количеством слоев (оборотов) пленки. Упакованный паллет транспортируется с помощью вилочного погрузчика на склад готовой продукции.
Операции, выполняемые обслуживающим персоналом
(1) Подача очередной партии крепежа в вибрационный бункер; (2) формирование пустых коробок; (3) проклейка нижних швов коробок; (4) установка сформированных коробок на рольганг подачи; (5) взвешивание отбракованных коробок, приведение в соответствие с требуемым весом коробки (удаление излишков или досыпка недостачи) и установка коробки на конвейер перед вибростолом; (6) закрытие заполненных коробок; (7) проклейка верхнего шва заполненных коробок липкой лентой; (8) укладка картонных прокладок между слоями на формирующемся паллете; (9) транспортировка паллета на машину утяжки паллетов стрейч-пленкой.
Дополнительно в процессе обслуживания упаковочной линии технологический персонал обязан проводить профилактические работы по очистке, смазке и регулировке оборудования в соответствии с технологическим регламентом эксплуатации данного оборудования.
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
УСТАНОВКА ДЛЯ ПЕЧАТИ И НАНЕСЕНИЯ ЭТИКЕТКИ
МАШИНА ДЛЯ ОБВЯЗКИ ПЛАСТИКОВОЙ ЛЕНТОЙ
ВАКУУМНЫЙ ПОДЪЁМНИК-ПЕРЕКЛАДЧИК ГРУЗОВ
АВТОМАТИЧЕСКИЙ ПАЛЛЕТАЙЗЕР И ОБЕРТОЧНОЕ ОБОРУДОВАНИЕ
МОБИЛЬНЫЙ ТРАНСПОРТЁР РОБОТИЗИРОВАННЫЙ
СКЛАДСКОЙ РОБОТ-ПЕРЕНОСЧИК ГОТОВЫХ ПАЛЛЕТ
АВТОМАТИЧЕСКИЙ СКЛАД ДЛЯ ХРАНЕНИЯ МЕТИЗНОЙ ПРОДУКЦИИ
Видео-презентация оборудования, инструмента и оснастки из Тайваня
Other Descriptions
- ОТПРАВИТЬ ЗАПРОС
info@solarbear.tw - Карта сайта
Copyright © 2018-2024 SOLAR BEAR ENGINEERING CO., LTD ИНН 55861024.
8F-1, No. 259, Section 1, Fuxing South Road, Daan District, Taipei City 10665, Taiwan
Тел: +886-928-477-076, WeChat: +886-920-747-857, эл. почта: info@solarbear.tw
Станки, метизное оборудование, инструмент из Тайваня для производства крепежа и калиброванного металлопроката.